












































AUTOSANIFICAZIONE CONTRO BATTERI E FUNGHI
Chiudi
Componenti per operazioni di manovra, serraggio e bloccaggio su attrezzature anche sportive e arredamento nel settore nautico.
Resistenza alla corrosione, ergonomia, forme compatte e cura nella scelta dei materiali e delle rifiniture per offrire robustezza e facilità nella pulizia
Accessori e componenti per macchine e attrezzature per l'imballaggio, l’imbottigliamento e l’etichettatura per settori anche soggetti a disposizioni di legge
Componenti standard per l'industria delle costruzioni che operano in condizioni particolarmente sfavorevoli
Elevati standard qualitativi, precisione nelle tolleranze e cura nei dettagli sono i principali requisiti
Componenti per apparecchiature medicali, strumenti di precisione e attrezzature per la riabilitazione e per disabili
Chiavette di serraggio, manopole, maniglie a ripresa e perni autobloccanti per serrare e bloccare attrezzature della fototecnica e dell'illuminazione
Componenti per operazioni di manovra, serraggio e bloccaggio di parti di macchina o attrezzature. Ergonomia e design uniti al colore
Saldabile, brunito
Saldabile
Zincato lucido, passivato blu per ST
Zincato lucido, passivato blu ST
Acciaio INOX AISI 316Ti
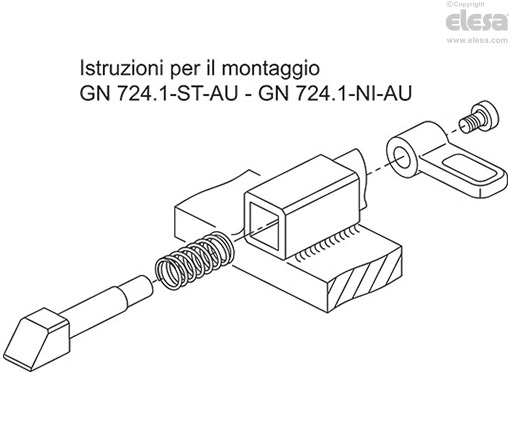
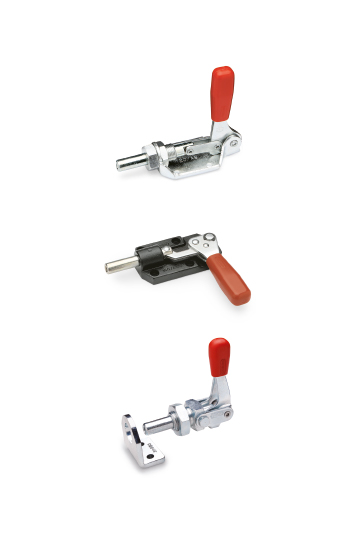
I pistoncini di posizionamento a molla con leva GN 724.1 hanno un puntale a sezione quadrata, una superficie di fissaggio su un lato e uno smusso sull'altro lato. Quando il movimento avviene in direzione del perno smussato, il puntale oltrepassa i bordi e le scanalature mentre il perno smussato lo sposta nella guida. Il puntale si blocca automaticamente in posizione quando viene spostato verso la superficie di presa. Per rilasciare la presa è sufficiente tirare la leva di chiusura.
La tacca sulla sommità superiore trattiene la leva in posizione quando è necessario ritrarre il puntale temporaneamente.
Le tolleranze dimensionali tra puntale e corpo guida sono scelte in modo da garantire l'affidabilità funzionale anche dopo saldatura, applicazione di uno strato anticorrosione o in caso di contaminazione. Per la versione AU, il meccanismo di presa deve essere lubrificato durante l'installazione, mentre le versioni A1, A2, A3 e A4 sono già lubrificati. Se necessario, il meccanismo di presa può essere rilubrificato.
In caso di fissaggio mediante saldatura, la versione AU non montata è particolarmente consigliata per evitare alterazioni della microstruttura del materiale dovute al riscaldamento della molla e del puntale. In questo caso il pistoncino di posizionamento a molla viene assemblato solo dopo il trattamento superficiale della guida saldata.