






















































SELF-SANITIZATION AGAINST BACTERIA AND FUNGI
Close
Corrosion resistant, ergonomic, compact shapes in choice materials with easy-clean finishes
Components for construction vehicles, equipment and machinery
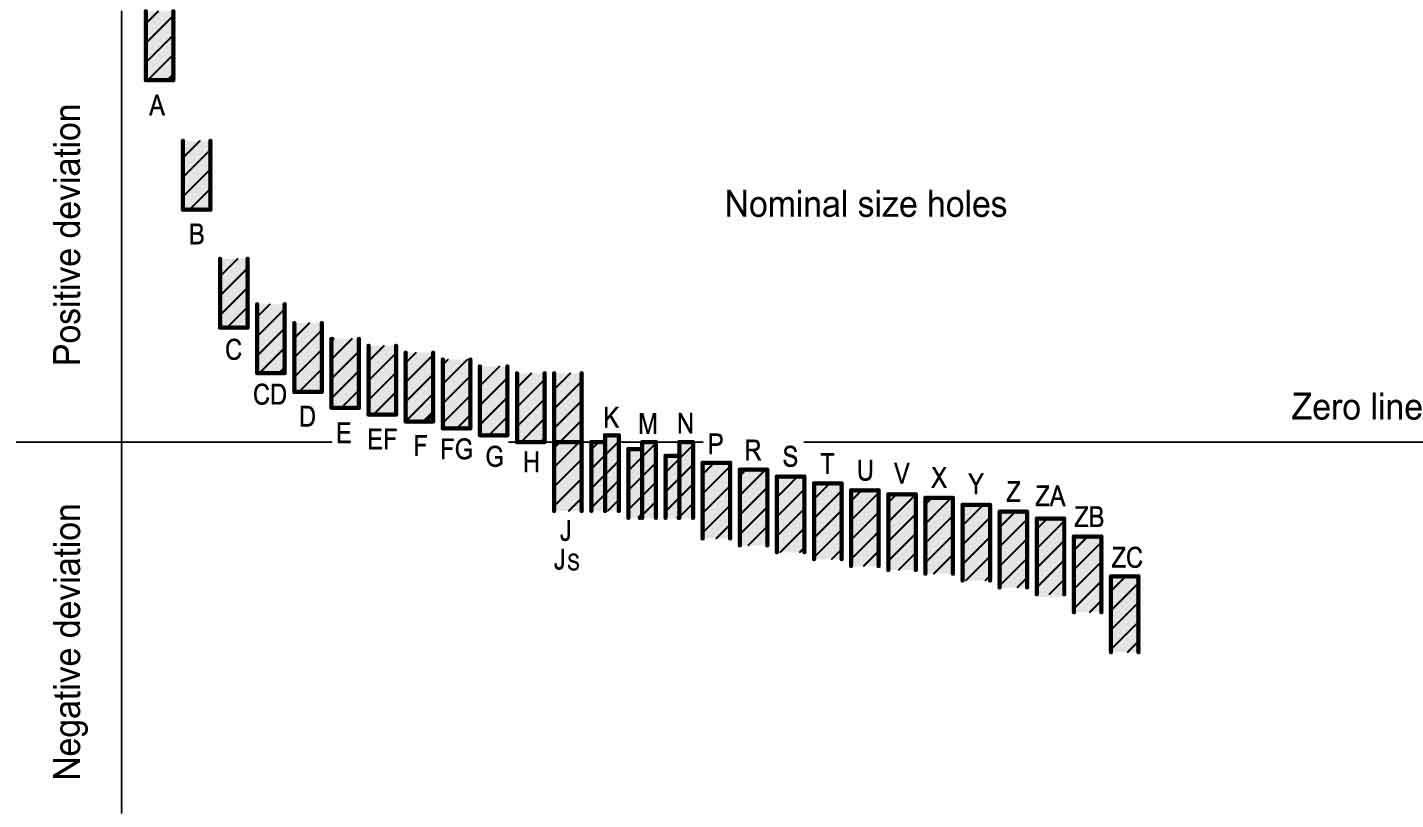
The reference tolerance system is the: iso system - basic hole
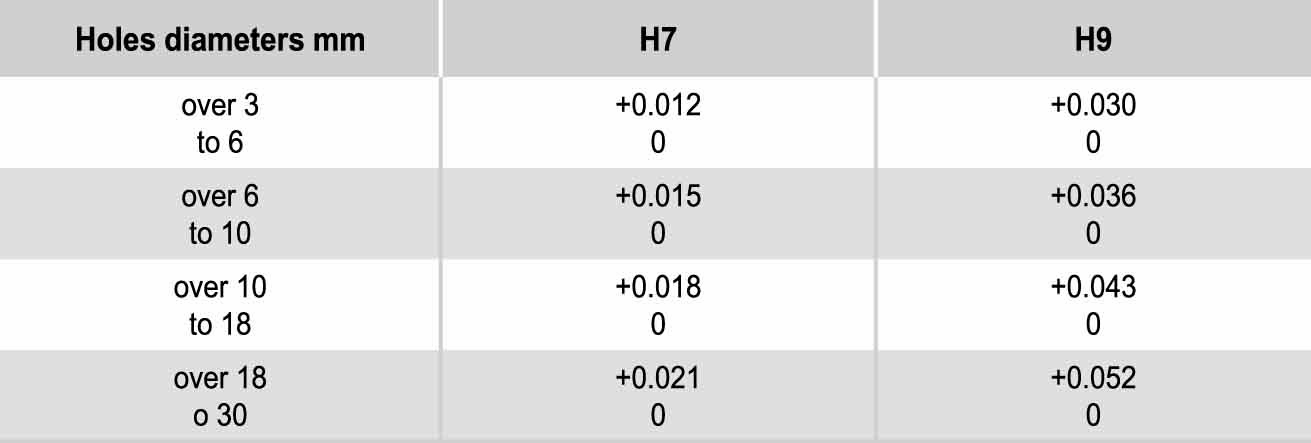
TOLERANCES OF THE METAL INSERTS
For the most widely used models, there are various kinds of standardized holes available so the user has a wide selection and is saved the costly task of remachining the hole on assembly. The tolerance of these holes is normally grade H7, but in a few cases it is grade H9. The degree of tolerance is always indicated in the tables of each article, in the hole size column. For cases in which it is more difficult to propose a standardization of the holes that satisfies the broadest range of assembly needs, either a pre-drilled hole with a simple roughing tolerance (hole with a smaller diameter than that of the shaft on which it is expected to be assembled), or a hub with no hole (not drilled) is used.
Machining in accordance with the ISO metric threads (UNI 5545-65) for a normal screwing length (see table in chapter 10, page A24).
TOLERANCES OF HOLES AND THREADS IN THE PLASTIC MATERIAL
Despite the considerable difficulties encountered in maintaining the tolerances in a machining process in which numerous factors influence the end result, the size of the diameter of the axial hole is normally respected with a tolerance of C11. The handles may therefore also be assembled on pins made from normal drawn parts. If the pin is obtained by turning from a bar with a greater diameter, a machining process with a tolerance of h11 is recommended, as this gives a suitable free coupling, with the advantage of a quick, simple and inexpensive machining process.
They are normally kept undersized so that assembly is slightly forced at ambient temperature.
In this case, for reasons related to the process technology and the type of plastic, which may absorb small amounts of moisture from the outside environment, the tolerances must be interpreted taking this into account though the tightening of the component assembled is never actually jeopardized in practice.